
Explore our boiler blog for expert insights, industry updates, and valuable tips on boiler maintenance, efficiency, and more.
Explore our boiler blog for expert insights, industry updates, and valuable tips on boiler maintenance, efficiency, and more.
Water tube boilers provide a versatile way to generate clean steam energy for vast industries ranging from towering power plants to massive ships. Their uniquely optimized heat transfer makes these coiled tube bundles a key technology for sustainability.
At first glance, the water tube boiler resembles a maze of pipes and valves hissing steam like mechanical dragons. However, these heating systems offer a sophisticated method for efficiently producing pressurized steam to drive progress.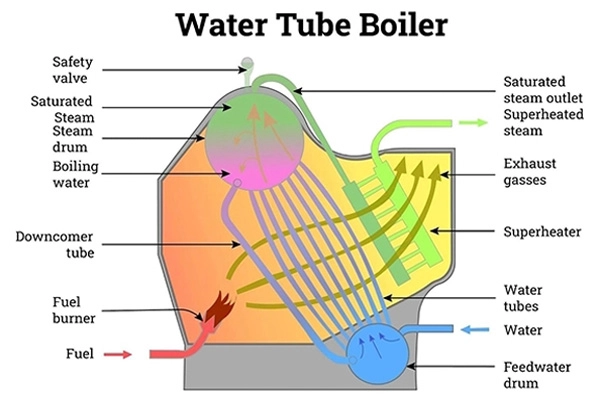
Water tube boilers are pressure vessels where water flows through tubes surrounded by hot gases from an external flame. This flipping of conventional boiler design enhances heat transfer efficiency and safely manages higher steam pressures.
They have several types exist, including vertical boilers ideal for small steam demands and large horizontal drum boilers for industrial facilities. But they all leverage the principle of heating water encased inside coils of durable tubes. This enables controlling the complex of steam production.
While water tube boiler layouts seem perplexing, methodical water and heat flows enable excellent heat transfer. Understanding this circular sequence aids in efficient operation.
Feedwater enters the boiler via the economizer and flows to the steam drum. This more excellent liquid descends to the mud drum through downcomers, displacing warmer water already present upwards through risers bordering the furnace.
As heat absorption occurs within risers, a steam-water mixture enters the steam drum via headers for separation. Water settles while steam rises for useful work. The remaining liquid gravity and induction), with care taken to analyze the effect on the Boiler Tubes.
Combustion within the furnace releases scorching gases flowing across water tubes in convection or radiant heat zones. As water absorbs heat flux, equilibrium causes a phase change, generating steam bubbles. This energy transfer relies on optimal gas and wall temperatures.
Wet steam from risers enters the large steam drum volume, allowing time for pure dry steam to separate. Various internal components aid this process. The dry steam with the highest enthalpy rises to the top while saturated water descends for another heating cycle.
While water tube boilers follow the same basic principle, various types exist to serve diverse steam demands. Based on orientation, size, circulation, and specialty features, understanding the configurations aids selection.
Drum boilers feature large cylindrical vessels where steam separates from water. Multiple water tubes connect to the steam and mud drums in intricate patterns, enabling excellent heat transfer. These industrial workhorses suit large steam loads like power plants.
Unlike drum types, once-through boilers don’t have dedicated steam release spaces. Water flows vertically in a single pass through constricted tubes where combustion gases directly transform it into steam. This rapid conversion suits applications needing instant high-pressure steam.
As the name suggests, vertical boilers orient components from top to bottom in a compact arrangement. This smaller footprint suits lower steam capacities in buildings or mobile power systems. Their firebox and tubes sit below the boiler drum.
In contrast, horizontal boilers lay components side by side in an elongated profile, demanding large installation space. But this extra real estate permits more prominent drums and optimized heat transfer for maximizing industrial steam loads.
Package boilers ship as pre-assembled units ready for turnkey installation. This convenience suits sites with space constraints or needing rapid commissioning. While compact, they retain features like water walls and enable simplified maintenance.
While water tubes generate saturated steam, superheaters boost their temperature using spare heat. This superheated steam packs extra energy for augmenting downstream turbine power. Superheaters use isolated tubes carrying only steam.
Regenerative boilers improve efficiency by redirecting some flue gas to preheat incoming combustion air. This preserves boiler heat while reducing fuel needs for the same power. But it requires intelligently juggling gas flows and temperatures.
While water tube boilers seem bewildering puzzles of pipes and valves, they operate through specialized components working in harmony: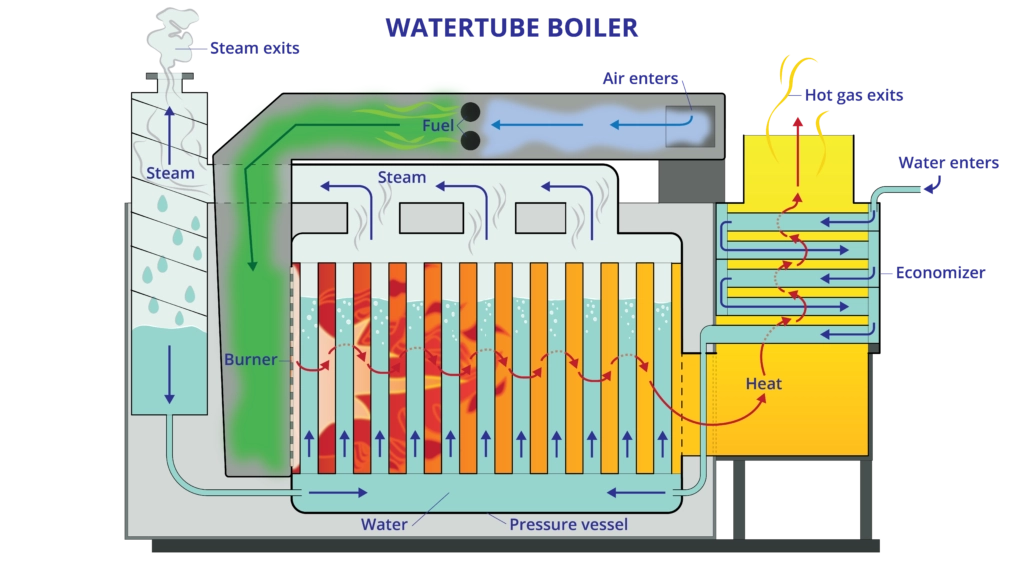
The furnace contains burners igniting fuel to release scorching hot gases. Efficient combustion relies on optimally preheating air while metering just enough fuel. Exhaust fans remove post-reaction gases.
Serpentine water tubes intertwine throughout the boiler to maximize heat absorption from furnace gases. Different alignments optimize flow and expansion stresses. Ensuring turbulent flow also improves thermal transfer.
The steam drum separates steam from water using gravity and centrifugal motion. Internal components like baffles prevent moisture carryover while allowing significant steam release. Proper drum sizing ensures adequate residence time.
Mud drums are vessels where cold water first enters while impurities settle to the bottom. This reduces accumulation on heat transfer surfaces. Mud drums connect to downcomers, guiding circulation.
Relatively colder water descends from the steam drum to mud drums via large downcomer pipes. This more excellent liquid displaces warmer water upwards into risers, flanking the furnace. Optimally sizing downcomers proportionately balances flow.
Riser tubes carry heated water from the mud drum back to the steam drum. They directly absorb radiant and convective heat from combustion gases, enabling efficient evaporation. Headers combine flows from multiple riser banks.
Headers are junction points gathering separated steam and unevaporated water from riser sets and transporting it to the steam drum for separation. Control valves regulate flows based on demand.
Safety relief valves safeguard against overpressure events by discharging steam if operational parameters exceed thresholds. This protects the lasting integrity of the boiler system.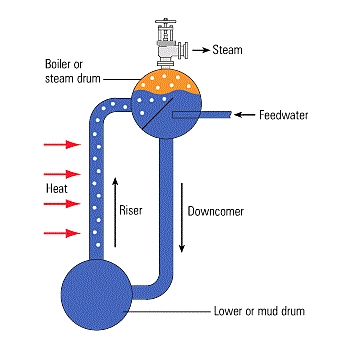
Beyond their visual intricacy, water tube boilers provide significant performance benefits:
By enclosing water in tubes fully exposed to hot gases, water tube boilers maximize heat transfer while minimizing losses. This converts over 90% of fuel into usable steam energy, supporting greener operation.
The large tube surface area heats the water quickly across compact volumes, reaching steam generation speeds 2-3X times faster than firetube boilers. This exceptional responsiveness suits fluctuating steam demands.
Flooding water tubes quench overheating risks while compartmentalizing damage. Further, the narrow tube widths safely contain higher pressures of up to 160 bar without threatening ruptures in emergencies.
The turbulent forced circulation in most water tube layouts scrubs tubes to prevent scale deposits or corrosion, even with some water impurities. This prolongs availability between cleaning cycles.
While water tube boiler components see rigorous duty cycles, their modular configurations simplify accessing or replacing specific parts. This facilitates ease of maintenance with minimal downtimes, ensuring 24x7 operational availability.
While visually perplexing, water tube boilers suit various industrial sectors needing significant steam loads to power processes:

While water tube boilers unlock immense productivity potential, effectively harnessing it involves evaluating aspects like:
The pressure and temperature specifications depend on end-use equipment constraints and process demands. Optimizing these stream parameters balances production objectives with boiler mechanical limits.
Water tube boilers readily adapt to oil, gas, biomass, coal, and waste fuels. But burner types, furnace configuration, flue gas flows, and auxiliary equipment suitability vary. Analyzing heating values and available technologies aids selection.
Tightening pollution norms mandate restricting discharged smokestack gases. Integrating accessories like economizers, air preheaters, precipitators, and scrubbers curtails environmental footprints.
Water tube boilers allow simplified maintenance access for inspecting tubes, blowing down, and replacing worn parts. Evaluating boiler pressure, quality control needs, and process uptime mandates aid maintenance planning.
A water tube boiler’s orientation dimensions and weight distribution impact transport and foundation requirements. Access allowance for fuel handling equipment, operators, and maintenance activities also matters.
Carefully examining these interdependent facets unlocks maximizing and sustaining water tube boiler productivity while aligning with operational contexts.
Water tube boilers provide a versatile efficiency boost with the demanding steam loads of modern infrastructure. Their smaller footprint versus firetube boilers improves responsiveness across fluctuating demands.
Carefully tailored designs unlock immense productivity gains across manufacturing sectors to empower greener technology. Like the smooth cyclic flow of water and steam within, these systems promise a brighter future anchored by sustainable thermal power.

We have more than 20 years of experience in boiler system equipment research and development and manufacturing. And committed to designing and producing boilers that suit your needs, including fire-tube, water-tube, and steam boilers, while also staying up-to-date with the latest technological boiler.
Get in touch
This boiler is divided into heating type, dual-purpose type, warm water type (galvanized), and stainless steel liner type. The furnace body design is optimized, with large heating area, high thermal efficiency, fast heating and sufficient hot water supply. Equipped with high-quality burners, the fuel is fully burned and the noise is low.
Learn more
The water tank is generally composed of a water inlet pipe, water outlet pipe (domestic water outlet pipe, fire water outlet pipe), overflow pipe, drainage pipe, and other pipes. To measure the quality of the water tank, it depends on how the welding technology is. Welding materials should comply with the current standards "Carbon Structural Steel" and "Carbon Steel Welding Rod"; butt welding is used for splicing steel plates, and other welding is fillet welds. Strengthen the coincidence.
Learn more
The boiler water is only used as a heat carrier. During operation, the oxygen in the water is heated and precipitated. It is discharged out of the furnace. Oxygen corrosion will not occur in the furnace for long-term use. When the heat medium water is added at one time, a limited amount of calcium and magnesium ions are also heated and softened. The furnace water does not increase or decrease during operation, so no scaling occurs inside the boiler, which prolongs the operation. The service life of the boiler is 1.5 to 2 times that of ordinary boilers.
Learn more
The deep matched technology of new combustion and heat transfer no longer sacrifices the boiler's key characteristics (heat transfer system) to adapt to the burner characteristics (combustion system), making the gas boiler a complete thermal system with low nitrogen emissions. At the same time of obtaining low nitrogen emission, the utilization efficiency of the boiler is further improved.
Learn more
Electric hot water boiler is a new type of electric heating equipment that converts electric energy into heat energy. It is also designed and manufactured in compliance with boiler safety supervision regulations and industry standards. The electrical components of Liwei electric boilers are from well-known brands such as Siemens, Schneider, ABB, HONEYWELL, and Chint, which completely eliminates your fear of electricity and leakage.
Learn more
This furnace type is a condensing boiler with an overall layout based on rigorous thermal theoretical calculations and years of experience in thermal layout pipe networks and using CFD (numerical simulation) technology, which reduces the floor area by more than 40% compared with traditional condensing boilers.
Learn more
One unit can be equipped with multiple heat exchangers to supply hot water at different temperatures and for different uses, such as central air conditioning water, sanitary hot water, process hot water, etc. The company follows the principle of "maximum energy configuration" to ensure that each heat exchanger can achieve the maximum heat supply when providing heat alone, so that users can obtain the best results with the smallest investment.
Learn more
This series of boilers mainly use condensing technology to recover the residual heat of flue gas, making full use of the sensible heat and latent heat of flue gas. The boiler absorbs a large amount of heat again, so the exhaust gas temperature is only 50 °C, and the thermal efficiency can be increased by more than 10%, which can save at least 4% of fuel input.
Learn moreCopyright © Zhengzhou Dabonn Energy Co., Ltd




